В настоящее время наиболее широко в промышленности применяются три основных процесса:
Необходимые материалы, как правило, металлы и сплавы, в виде проволоки подаются в ацетиленокислородное пламя или в электрическую дугу. Нагретый до пластического состояния (обычно до плавления) материал вводится в струю газа или сжатого воздуха, и с большой скоростью подается на подготовленную поверхность детали, где образует покрытие.
Возможности применения металлизации из проволоки ограничиваются выпускаемыми в промышленности проволочными материалами. Многие материалы просто невозможно получить в виде проволоки. Самофлюсующиеся, термореагирующие сплавы, керамические материалы , а также различные смеси порошков подаются в высокотемпературную зону ацетиленокислородного пламени, затем на поверхность, где образуют покрытие. Этот способ напыления наиболее часто применяется в монтажных условиях , когда деталь либо невозможно, либо нерационально напылять в стационарных условиях.
Способ плазменного напыления был разработан для получения наиболее качественных покрытий практически из любых материалов - от баббитов с температурой около 300°С до самых тугоплавких соединений - оксидов, нитридов, карбидов, имеющих температуру свыше 3300°С.
Что из себя представляют покрытия нанесенные газотермическим напылением?
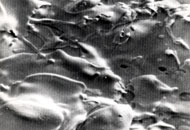
В момент столкновения разогретых частиц с чистой шероховатой поверхностью (которая получается в результате дробеструйной обработки) они почти одновременно заполняют все неровности поверхности и остывают. Напыление продолжается, очередные частицы соединяются с предыдущими и таким образом образуется покрытие.
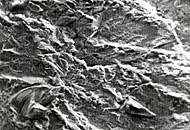
Рис. Поверхность после дробеструйной обработки.
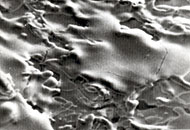
Рис. Поверхность после напыления.
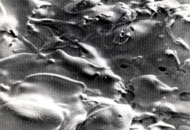
Рис. Напыленное покрытие.
В результате свойства покрытий до некоторой степени структурно сравнимы с литыми материалами и покрытия слегка пористые.
Газотермическое напыление относится к группе классических ресурсо- и энергосберегающих технологий. Зачастую масса нанесенного покрытия составляет лишь доли процента от массы всей восстановленной детали. Поскольку слой наносится с минимальными припусками под последующую обработку - ниже затраты на механическую обработку. Температура детали в процессе напыления ,как правило, не превышает 60...80°С, что совершенно исключает коробление и деформации присущие способам наплавки.
Такой широкий диапазон возможных областей применения заставляет находить технические решения только с привлечением специалистов имеющих значительный опыт в этой сфере.
Универсальность. Никаким другим способом нельзя нанести покрытия таких различных материалов, как металлы, сплавы, окислы, карбиды, нитриды, бориды, пластмассы и комбинации материалов с температурой плавления от 300°С до 3500°С на основу из сталей, чугунов, цветных металлов без ограничений. Толщина слоя от 0,1 мм до 15,0 мм. Оптимально 0,5..3,0 мм.
Легкость управления процессом получения и составом покрытий. Энергетические характеристики изменяются в зависимости от требований технологии в процессе получения покрытий. Составом покрытия и его служебными свойствами (твердость, коррозионная стойкость, износоустойчивость и др.) можно управлять путем смешивания различных материалов. Твердость покрытия — величина управляемая в диапазоне 180 HВ..64 HRC.
Отсутствие термических деформаций и каких-либо структурных изменений материала детали при напылении ввиду незначительного нагрева. Температура детали при нанесении покрытия не превышает 100°С, что позволяет с уверенностью гарантировать отсутствие каких-либо структурных превращений не только в массиве детали, но даже и в поверхностных слоях.
Нанесение покрытия на детали без ограничения их веса и габаритов. Размеры и масса восстанавливаемых деталей определяются возможностями вращателя и грузоподъемных механизмов. При плазменном напылении в наших условиях вес деталей от 0,1..4500 кг, длина 10..3500 мм. В монтажных условиях при использовании способа газопламенного порошкового напыления вес деталей и габариты не ограничены.
Экономное использование материалов и энергоресурсов. Зачастую при износе поверхностей 0,1..1,5 мм вес покрытия составляет лишь доли процента от веса восстановленной детали. Припуски под последующую обработку минимальны и составляют 10-15% от толщины покрытия. За счет этого время простоев и затраты по обработке сведены к минимуму. Поверхности могут быть восстановлены неоднократно. Стоимость выполнения работ составляет от 5 до 50 % от стоимости нового изделия, при этом, ресурс работы детали, как правило, не менее новой или существенно выше.
Возможность замены дорогостоящих конструкционных материалов более дешевыми за счет нанесения специальных покрытий. За счет нанесения износоустойчивых, коррозионностойких, эрозионностойких, антифрикционных, жаростойких и других покрытий с управляемой твердостью от 150 НВ до 65 HRC и выше.
Газотермическое напыление как альтернатива "гальваники"
Повышение надежности изделий, снижение себестоимости их изготовления и обслуживания, продление ресурса эксплуатации, а также современные технологий реновации путем восстановления работоспособности узлов до уровня новых - наиболее приоритетные направления повышения конкурентоспособности продукции машиностроительных предприятий. Применение технологий нанесения защитных покрытий, среди которых наиболее перспективным представляется газотермическое напыление, является одним из таких путей. С использованием газотермического напыления стало возможным значительно снизить или исключить влияние на износ деталей таких факторов, как эрозия, коррозия (в том числе высокотемпературная), кавитация Газотермическое напыление может быть использовано для нанесения покрытий обладающих специальными свойствами, например: для создания термобарьерного слоя, обеспечения электроизоляционных свойств, поглощения излучения продуктов радиоактивного распада, обеспечения определенных оптических свойств, реализации селективного смачивания, создания биологически активных поверхностных свойств для различных искусственных органов и многого другого.
В промышленно развитых странах освоение техники газотермического напыления происходит путем вытеснения "грязных" гальванических технологий. Ситуация в России, сложившаяся в 80-90 гг. позволяет не реанимировать устаревшие технологии, а адаптируясь к новым условиям, вместо гальванических методов использовать новейшие технологии газотермического напыления.
Газотермическое напыление применяют при ремонте оборудования или упрочнении рабочих поверхностей новых деталей. В зависимости от назначения покрытия и условий его работы меняются требования к точности соблюдения основных параметров - его состава, толщины, плотности, прочности сцепления с подложкой. Основные технологические процессы, которые сегодня используются в мировой практике - это высокоскоростное напыление; плазменное напыление на воздухе с использованием таких плазмообразующих газов, как аргон, азот, гелий, воздух; детонационное или газопламенное напыление, а также электродуговая металлизация. По косвенной оценке (число продаваемого оборудования для газотермического напыления покрытий), насыщенность европейской промышленности выше насыщенности российских предприятий примерно в 350-400 раз.
За рубежом 75% запорной арматуры (шаровые краны большого диаметра) производится с газотермическим напылением карбида вольфрама на связке кобальт-хром, а остальная часть - с гальваническим нанесением хрома или никеля. У нас же 100% шаровых кранов такого же типоразмера имеют гальванические покрытия. Такое состояние дел можно объяснить большим количеством отрицательных результатов, полученных при использовании газотермических технологий в прежние годы. Анализ опыта внедрения технологии газотермического напыления в производство в прежние годы показывает, что получение отрицательных результатов было обусловленно низким качеством или несовершенством технологического оборудования и средств контроля, либо неправильным выбором технологических схем. В настоящее время отечественные предприятия, борющиеся за свое место на рынке, все чаще начинают внедрять современные методы газотермического нанесения покрытий для повышения качества выпускаемой продукции.

Рис. Газотермическое нанесение антифрикционного покрытия на ходовой винт.

Рис. Газотермическое упрочнение гофровала.

Рис. Детали насосного оборудования упрочненные газотермическим напылением
Суть процесса газотермического напыления заключается в расплавлении материала покрытия (проволока или порошок) с последующим нанесением (напылением) его на основу в газовом потоке. В микрозоне удара частиц расплава о покрываемую поверхность они деформируются и растекаются, последовательно слипаясь друг с другом и затвердевая, они формируют плоский слой. Связь напылямых частиц с основой происходит за счет тепловой и кинетической энергии, которая определяется температурой и скоростью этих частиц. Связь покрытия с основой- адгезионная, она осуществляется за счет межмолекулярных сил и механического сцепления его с неровностями развитой шероховатой поверхности.
Изнашивание металлов - процесс разрушения поверностных слоев трущихся тел - характеризуется разнообразием условий их нагружения. В зависимости от этих условий следует выбирать те материалы, которые имеют большее сопротивление изнашиванию. В качестве износостойких в условиях пленочной жидкой смазки применяют антифрикционные материалы (баббиты, бронзы). При сухом трении до 500оС - сочетание твердых материалов с мягкой связкой (карбид вольфрама - кобальт или никель). При повышенных температурах (до 900оС) - карбид хрома - нихром. При высоких температурах - материалы, дающие устойчивые оксиды: алюминид никеля, нихром, или покрытия, содержащие твердые смазки ( графит, дисульфид молибдена, нитрид бора). При возможности абразивного изнашивания применяют твердые наплавочные материалы - самофлюсующиеся покрытия, содержащие бориды, карбиды. При эрозионном пылевом изнашивании помимо самофлюсующихся покрытий хорошо себя зарекомендовали плотные пленки на основе карбидов вольфрама или хрома, полученные при напылении высокоскоростным способом. Газотермические покрытия пористостью 5-15% при жидкостном трении обладают более высокой износостойкостью, чем новая деталь. Так, у нового стального вала двигателя внутреннего сгорания после прекращения подачи обычной моторной смазки через 2,5…3 ч происходит разрушение масляной пленки, а затем заедание в баббитовом подшипнике, что приводит к резкому увеличению коэффициента трения и разрушению подшипника. Заедание вала с напыленным стальным покрытием происходит через 22,5 ч после прекращения подачи смазки при постепенном повышении коэффициента трения. Если в качестве смазочного материала использовали графитизированное масло, то заедания вала с напыленным покрытием не наблюдалось после 190 ч с момента прекращения подачи смазки.
Жаростойкие покрытия образуют плотную оксидную пленку, которая защищает подложку от окисления. Оксиды алюминия, хрома, кремния имеют плотное строение и высокую прочность сцепления. Жаростойкими являются сплавы в системах Ni-Al, Ni-Cr, Ni-Cr-Al, Ni-Co-Cr-Al-X, MoSi2, ... Теплозащитные покрытия (ТЗП) должны иметь низкое значение коэффициента теплопроводности l и высокую температуру плавления.Наиболее подходящим материалом для ТЗП является оксид циркония. ТЗП лопаток турбины ГТД должно иметь l менее 2,5 Вт/(м•К). ТЗП из ZrO2 имеет пористость 15±5%, при которой l < 0,8 Вт/(м•К). В качестве теплозащиты в зависимости от материала подложки и условий применения следует выбирать керамические материалы с заданной пористостью. Для лопаток турбины ГТД предпочтительнее кубическая структура оксида циркония, оксида иттрия или церия.
Коррозионные разрушения металлов обусловлены химическими и электрохимическими процессами, происходящими на поверхности металла при взаимодействии со средой. Различают коррозию атмосферную, в морской воде, грунтовую, в агрессивных средах (кислотную, щелочную, ...), высокотемпературную газовую (сульфидную, сульфидно-оксидную, ...). По характеру поражения различают питтинговую (язвенную), когда на поверхности образуются язвы или полости, фреттинг-коррозию (износ в условиях малых перемещений, когда поверхности не выходят из зоны контакта, а продукты износа и коррозии не имеют возможности выхода из зоны образования), коррозию под напряжением (коррозионное растрескивание), коррозионное расслаивание и др. Для защиты от атмосферной, морской, подземной коррозии стальных конструкций, трубопроводов, судов и т.д. широко применяют металлы-протекторы, имеющие более отрицательный потенциал, чем железо (анодные покрытия) - Zn, Al. В качестве защитных покрытий катодного типа применяют коррозионно-стойкие металлы - Pb, Cr, Cu, Ti. Главное требование к катодным покрытиям - это их сплошность, исключающая попадание жидкости (электролита) между подложкой и покрытием. В этом случае будет разрушаться подложка, т.е. защищаемый металл. Такие коррозионно-стойкие покрытия могут быть изолирующими, что обеспечивается их плотностью и химическим составом. Высокотемпературная коррозия связана с образованием легкоплавких сульфидов с никелем или железом, которые растворяют металл подложки при сравнительно невысоких температурах. Кобальт и хром химически более устойчивы, поэтому применяются для защиты лопаток турбины ГТД. В ряде случаев покрытия служат для восстановления формы детали (профиль лопатки турбины ГТД). В качестве материала используют жаростойкие сплавы.
Покрытия оптического назначения применяют для корректировки теплового баланса в космосе, где основной механизм теплопередачи - лучевой. Покрытия с высоким интегральным коэффициентом черноты - Co3O4 , Co2O3, Cr2O3, MoSi2 - имеют степень черноты e = 0,9…0,98 при температуре до 350оС и 0,8…0,9 при температуре 350…900оС. Покрытия, обладающие высоким интегральным коэффициентом черноты, более интенсивно поглощают лучистую энергию, что приводит к нагреванию объекта. Покрытия с высокой отражательной способностью аs (солнечные отражатели) способствуют отдаче тепла. Отражательная способность алюминиевого покрытия аs = 0,98. Значение оптических покрытий для регулирования тепла весьма велико. Такие покрытия заменяют конструкцию системы терморегулирования.
Электропроводные (медь), электроизоляционные (оксид алюминия, алюмомагнезиальная шпинель), нейтронно-поглощающие (гафний или оксид гафния) покрытия выполняют роль проводников, изоляторов, защитных экранов в ядерных установках, являясь также конструкционными покрытиями.
Уплотнительные покрытия (УП) применяются взамен вставок из уплотнительных материалов в ГТД. Назначение УП - уменьшить зазор между статором и ротором газогенератора (компрессор и турбина). Особенностью УП является их податливость (кромка лопатки или лабиринт легко врезаются в слой УП, которое, однако, достаточно прочно, чтобы выдерживать напор газового потока при повышенных температурах.) В качестве твердой смазки в УП используют графит или нитрид бора. В качестве матрицы с увеличением рабочей температуры - алюминий, никель, алюминид никеля, оксид циркония.
Декоративные покрытия (бронзовые покрытия на силуминовых скульптурах) также можно считать конструкционными, так как они позволяют экономить более дорогие медные сплавы подобно тому, как бронзовый цилиндр гидросистемы шасси был заменен деталью из алюминиевого сплава с покрытием из бронзы, нанесенным на внутреннюю поверхность цилиндра. Такая замена позволила снизить массу узла шасси на 4 кг. Восстановление скульптурной группы "Квадрига" на фронтоне Большого театра производилось напылением медной проволокой способами ГП и ЭДМ. Толщина стенки скульптуры составляла изначально 4 мм, на момент восстановления - 2 мм. Толщина стенки была доведена до начальной.
Полиграфия, целлюлозно-бумажная промышленность
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Цилиндры печатных машин | Cu, Cr, нержавеющие стали, Рилсан,Cr2O3 | Газопламенное, плазменное, высокоскоростное |
| Анилоксовые валы | Cr2O3 | Плазменное, высокоскоростное |
| Цилиндры бумагоделательных машин | Нержавеющие стали, сплавы на никелевой основе (хастеллой, Колмоной и др.), Al2O3 | Газопламенное, плазменное, высокоскоростное |
| Бумагорезательные ножи | WC/CoCr, WC/NiCrBSi | Высокоскоростное |
| Подшипники скольжения | Баббит, бронза | Газопламенные |
| Восстановление посадочных мест | Стали, в том числе нержавеющие никелевые сплавы | Газопламенное, плазменное |
Химическая, нефтехимическая промышленность
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Запорная арматура (шаровая, шиберная, клиновая) | WC/CoCr, стеллит, никелевые коррозионно-стойкие стали | Высокоскоростное |
| Насосы, компрессоры | WC/CoCr WC/Ni WC/NiCrBSi Никелевые сплавы, нержавеющие стали | Высокоскоростное |
| Детали различных уплотнений | WC/CoCr WC/NiCrBSi Никелевые сплавы, Cr2O3, Al2O3/TiO2 | Плазменное, высокоскоростное |
| Посадочные места насосов, компрессоров, турбин, электродвигателей | Стали, сплавы | Газопламенное, высокоскоростное |
| Подшипники скольжения, корпусные элементы насосов, компрессоров, двигателей, запорной арматуры | Баббит, бронза, стали, сплавы | Газопламенное, плазменное, высокоскоростное |
| Емкости, реакторы, теплообменное оборудование | Al, нержавеющие стали, никелевые сплавы (хастеллой и др.) | Газопламенное, электродуговая металлизация, высокоскоростное |
| Оборудование для производства гранулята (фильеры, экструдеры) | WC/CoCr, WC/MoCrSi | Высокоскоростное |
Производство резино-технических изделий и синтетического каучука
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Детали смесителей, каландры | Легированные стали, никелевые сплавы WC/Ni, Cr3C2/NiCr | Газопламенное, высоскоростное |
| Подшипники скольжения | Баббит, бронза | Газопламенное |
Металлургическая промышленность
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Валки прокатных станов (в том числе производство нержавеющих сталей) и линий цинкования | WC/Co, Cr3C2/NiCr, TiC-Cr3C2/NiCr, NiCrBSi, Al2O3/TiO2 | Плазменное, высокоскоростное |
| Кристаллизаторы оборудования по непрерывной разливке стали | Ni, Cr3C2/NiCr | Высокоскоростное |
| Оборудование для прокатки проволоки, в том числе из цветных сплавов | WC/CoCr, C-Cr3C2/NiCr/Cr3C2, Al2O3/TiO2, NiCrBSi | Плазменное, высокоскоростное |
Энергетика
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Детали газовых турбин, компрессоров, газовая турбина (ротор, лопатки, камера сгорания, уплотнения подшипника) | Никелевые, кобальтовые сплавы, карбиды, керамика, снашиваемые покрытия, баббит и др. | Газопламенное, плазменное, высокоскоростное |
| Детали паровых турбин (ротор, лопатки, уплотнения статора, подшипники) | Карбиды, никелевые сплавы, алюминиевые сплавы, баббит и др. | Газопламенное, высокоскоростное |
| Детали гидротурбин (ротор, лопатки, направляющий аппарат), опорные и радиальные подшипники | Никелевые сплавы, карбиды, баббит | Газопламенное, высокоскоростное |
| Генераторы, двигатели, ротор, подшипники, дымососы, нагнетатели | Легированные стали, никелевые сплавы, карбиды | Газопламенный, высокоскоростное |
| Насосы, теплообменники, запорная арматура, штоки, плунжеры, приводы | Легированные стали, никелевые сплавы, карбиды | Газопламенное, высокоскоростное |
Автомобильная промышленность, сельхозмашиностроение
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Детали двигателей, коробок передач, ножи сельхозорудий | Оксиды, нитриды, молибден,бронза, WC/NiCrBSi, WC/Ni | Плазменное, высокоскоростное |
Авиационная промышленность
| Деталь | Напыляемый материал | Напыление (технология) |
|---|---|---|
| Детали двигателей (ротор, лопатки турбины и компрессора, камера сгорания, сопло, приводы) | Никелевые сплавы, специальные сплавы (NiCrAlMo, MeCrAlY), оксиды, карбиды, материалы с эффектом сухой смазки, истираемые покрытия, Мо и др. | Плазменное, высокоскоростное |
| Детали приводов рулевых механизмов, систем механизации крыла | Никелевые сплавы, карбиды | Высокоскоростное |
| Стойки шасси, гидравлика, замена гальванического цинкования или кадмирования | Карбиды (WC/Co), сплавы на никелевой и медной основе | Высокоскоростное |
| Тормозная система | Фрикционные материалы | Плазменное |


