(Звонок по России бесплатный)
Работаем: Пн-Пт. с 08:00 до 17:00 (по МСК)


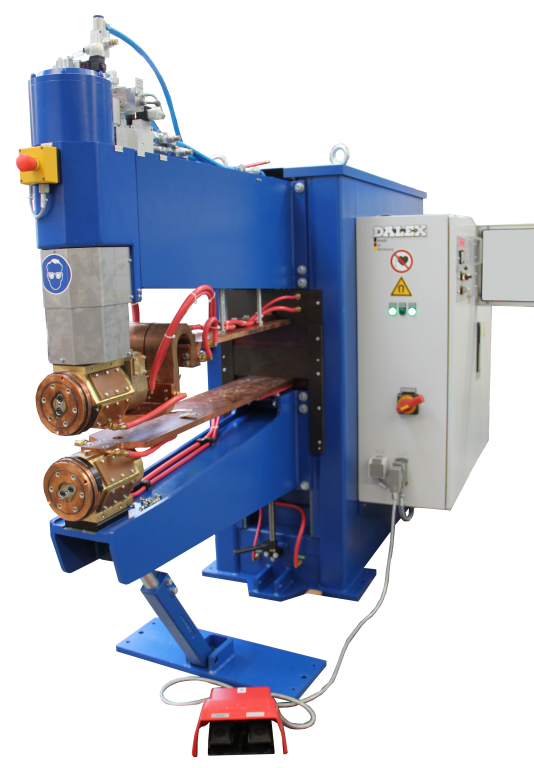



| Контактная шовная сварка | Ед. изм. | PMS 46-5 | ||
|---|---|---|---|---|
| Сетевое напряжение | В | 380 | ||
| Частота сети | Гц | 50/60 | ||
| Номинальная мощность при ПВ 50% | кВА | 240 (3 х 80) | ||
| Максимальная сварочная мощность | кВА | 300 | ||
| Ток короткого замыкания | кА | 75 | ||
| Макс. сила тока при сварке | кA | 45 | ||
| Допустимый рабочий цикл сварки при макс. силе тока | 9 % | |||
| Вылет электродов | мм | 550 | 750 | 1050 |
| Расстояние между хоботами | мм | 160/460 | ||
| Усилие сжатия (короткий хобот) | даН | 200/1200 | ||
Шовная контактная сварка Dalex - сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую. В первом случае шов будет герметичным. Во втором случае шовная сварка выполненная отдельными точками без перекрытия практически не будет отличаться от ряда точек, полученных при точечной сварке. Процесс шовной сварки осуществляется на машинах контактной шовной сварки с двумя (или одним) вращающимися дисковыми роликами-электродами (шовные ролики), которые плотно сжимают, прокатывают и сваривают соединяемые детали.
В машинах шовной контактной сварки Dalex возможно продольное и поперечное расположение роликов для выполнения требуемых соединений. В зависимости от марки, толщины материала и конфигурации деталей, применяются исполнения машин контактной шовной сварки с механическим приводом на верхний, нижний или одновременно на оба ролика. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Шовная контактная сварка применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Существуют три основных разновидности шовной контактной сварки: непрерывная, прерывистая и шаговая. Наиболее распространенной является прерывистая шовная сварка, характеризуемая непрерывным вращением роликов и прерывистым включением тока. При прохождении импульсов тока формируются единичные сварные точки, совокупность которых образует сварочный шов. Согласно ГОСТ 15878-79 величина перекрытия литых зон герметичного шва должна быть не менее 25% длины литой зоны единичного соединения. Увеличение перекрытия свыше 50% приводит к перегреву деталей и повышенному износу роликов, а потому нецелесообразно. Прерывистая сварка применяется обычно при сварке жаропрочных нержавеющих сплавов, алюминиевых, магниевых, титановых и медных сплавов.
Непрерывная шовная контактная сварка выполняется на машинах контактной сварки при непрерывном вращении роликов и непрерывном (без пауз) включении сварочного тока. Непрерывное включение тока позволяет резко увеличить скорость сварки, однако приводит к перегреву поверхности деталей и требует более тщательного подбора параметров режима сварки.
Шаговая контактная сварка выполняется при прерывистом включении тока и прерывистом (шаговом) вращении роликов. При шаговой сварке сварочный ток включается только во время остановки роликов, что приводит к снижению температуры в контакте «ролик – деталь» и способствует повышению качества сварки и стойкости электродов. Шаговое вращение роликов применяется обычно при сварке алюминиевых, магниевых и медных сплавов.