(Звонок по России бесплатный)


Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10-4... 10-6 мм рт. ст.
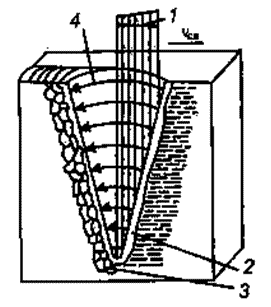
При сварке электронным лучом проплавление имеет форму конуса (рисунок 1). Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется.
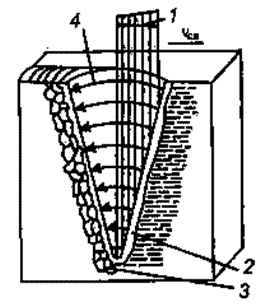
Рисунок 1. Схема переноса жидкого металла при электронно-лучевой сварке: 1 - электронный луч; 2 - передняя стенка кратера; 3 - зона кристаллизации; 4 - путь движения жидкого металла
Проплавление при электронно-лучевой сварке обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Возможна сварка непрерывным электронным лучом. Однако при сварке легкоиспаряющихся металлов (алюминия, магния и др.) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов. В этом случае целесообразно сварку вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100 ... 500 Гц. В результате повышается глубина проплавления. При правильной установке соотношения времени паузы и импульса можно сваривать очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается протяженность зоны термического влияния. Однако при этом возможно образование подрезов, которые могут быть устранены сваркой колеблющимся или расфокусированным лучом.
| Металл | Толщина, мм | Режим сварки | Ширина шва, мм | ||
|---|---|---|---|---|---|
| ускоряющее напряжение, кВ | сила тока луча, мА | скорость сварки, м/ч | |||
| Вольфрам | 0,5 | 18...20 | 40...50 | 60 | 1,0 |
| 1,0 | 20...22 | 75...80 | 50 | 1,5 | |
| Тантал | 1,0 | 20...22 | 50 | 50 | 1,5 |
| Сталь типа 18-8 | 1,5 | 18...20 | 50...60 | 60...70 | 2,0 |
| 20,0 | 20...22 | 270 | 50 | 7,0 | |
| 35,0 | 20...22 | 500 | 20 | - | |
| Молибден + вольфрам | 0,5 + 0,5 | 18...20 | 45...50 | 35...50 | 1,0 |
Для перемещения луча по поверхности изделия используют перемещение изделия или самого луча с помощью отклоняющей системы. Отклоняющая система позволяет осуществлять колебания луча вдоль и поперек шва или по более сложной траектории. Низковольтные установки используют при сварке металла толщиной свыше 0,5 мм для получения швов с отношением глубины к ширине до 8:1. Высоковольтные установки применяют при сварке более толстого металла с отношением глубины к ширине шва до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, приведены на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклонение не больше 0,2 ... 0,3 мм).
Рисунок 2. Типы сварных соединений при сварке электронным лучем: а - стыковое (может быть с бортиком для получения выпуклости шва ); б - замковое; в - стыковое деталей разной толщины; г - угловые; д и е - стыковые при сварке шестерен; ж - стыковые с отбортовкой кромок
При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя зазор и количество дополнительного металла, можно довести долю присадочного металла в шве до 50%.